
The pre-galvanizing process is the foundation of successful hot dip galvanizing.
More than 90% of coating quality, adhesion, and service life depends on how well steel is cleaned and prepared before it enters the molten zinc bath.
This guide explains every step of the pre-galvanizing process, common mistakes, best practices, and how surface preparation directly impacts zinc coating thickness and corrosion resistance.
What Is the Pre-Galvanizing Process?
The pre-galvanizing process is a series of controlled chemical cleaning steps performed on fabricated steel to remove:
- Oils and grease
- Rust and mill scale
- Oxides and surface contaminants
The goal is to produce a chemically clean steel surface that allows molten zinc to form a strong metallurgical bond during hot dip galvanizing.
Why Pre-Galvanizing Is Critical
- Ensures uniform zinc coating
- Prevents bare spots and peeling
- Improves coating thickness control
- Extends corrosion protection life
Even the best galvanizing bath cannot fix poorly prepared steel.
Why Surface Preparation Determines Galvanizing Quality
Poor surface preparation leads to:
- ❌ Bare or black spots
- ❌ Flaking or peeling zinc
- ❌ Uneven coating thickness
- ❌ Early corrosion failure
Proper pre-galvanizing preparation delivers:
- ✅ Complete zinc coverage
- ✅ Strong zinc-iron alloy formation
- ✅ Compliance with coating standards
- ✅ Zero post-galvanizing rework
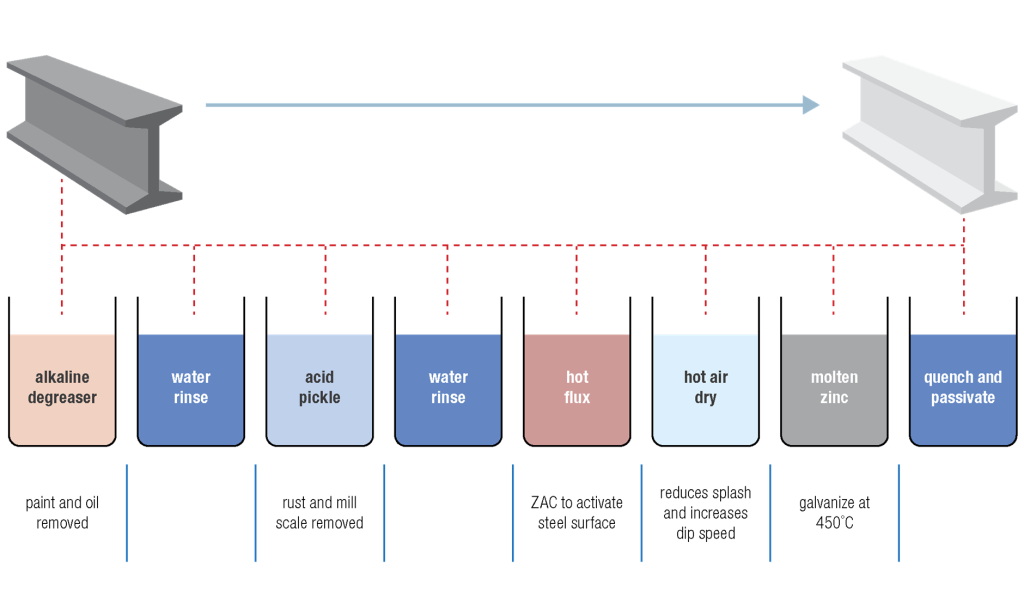
The 4 Core Steps in the Pre-Galvanizing Process
1. Degreasing – Oil & Grease Removal
Purpose:
Removes oils, cutting fluids, lubricants, and shop dirt that prevent zinc bonding.
How It’s Done:
- Alkaline cleaning solution (NaOH + detergents)
- Temperature: 60–90°C
- Time: 5–20 minutes
If skipped: Zinc will not adhere → bare patches after galvanizing.
2. Pickling – Rust & Mill Scale Removal
Purpose:
Removes rust, mill scale, and surface oxides formed during rolling and fabrication.
Common Acids Used:
- Hydrochloric Acid (HCl): 10–15%
- Sulfuric Acid (H₂SO₄): for heavy scale (less common)
Typical Duration:
10–30 minutes (controlled to avoid over-pickling)
⚠️ Over-pickling risk: Excess zinc consumption and weakened steel edges.
3. Rinsing – Acid Neutralization
Purpose:
Removes residual acid from the steel surface before fluxing.
Method:
- Fresh water rinse
- 30–60 seconds
- Multi-stage rinsing in modern plants
Why It Matters:
Poor rinsing causes ash inclusions, coating defects, and flux contamination.
4. Fluxing – Oxidation Prevention
Purpose:
Prevents steel from oxidizing before immersion in molten zinc.
Flux Composition:
- Zinc chloride (ZnCl₂)
- Ammonium chloride (NH₄Cl)
Process Time:
1–5 minutes
Fluxing ensures:
- Immediate zinc wetting
- Strong zinc-iron alloy layer formation
- Uniform coating thickness
Optional Surface Preparation Methods

Shot Blasting / Grit Blasting
Used when steel has:
- Heavy mill scale
- Old paint or coatings
- Severe corrosion
⚠️ Important:
Blasted steel must still be pickled or fluxed before galvanizing.
Water Break Test: Cleanliness Check
The water break test verifies surface cleanliness.
Test Result Interpretation
- ✅ Water spreads evenly → surface is clean
- ❌ Water beads → oil or grease present
This simple test prevents major galvanizing failures.
Common Pre-Galvanizing Defects & Solutions
Defect | Root Cause | Solution |
Bare spots | Poor degreasing | Improve alkaline cleaning |
Ash inclusions | Inadequate rinsing | Add rinse stage |
Excess zinc | Over-pickling | Control acid strength |
Peeling coating | Poor flux chemistry | Maintain flux balance |
Best Practices for Pre-Galvanizing Surface Preparation
✅ Remove oil-based marking paints
✅ Clean weld slag thoroughly
✅ Avoid silicone sealants
✅ Provide vent and drain holes
✅ Maintain fresh rinse water
✅ Monitor acid & flux daily
How Pre-Galvanizing Affects Coating Thickness
Well-prepared steel:
- Promotes controlled alloy growth
- Produces uniform coating thickness
- Reduces zinc wastage
- Meets coating standards consistently
Poor preparation:
- Increases zinc consumption
- Causes uneven thickness
- Leads to rejections and rework


